Referenzen
Überzeugen Sie sich hier von der Vielfalt der Projekte, die wir bereits erfolgreich abgeschlossen haben.
Jeweils werden Sie Details zu den Anforderungen des Kunden und den durchgeführten Arbeitsschritten erfahren.
-
Fast Pick Station für Winkel
Fast Pick Station (Folienwickelmaschine), bestehend aus 6 Achsen mit SEW Movi-C Antriebskomponenten, Steuerung Siemens CPU1240F mit TIA V18, Mobile Panel KTP900F.
Besonderheit: geregelter Folienantrieb in einem mitfahrenden Schaltschrank, Paletten-Konturen werden automatisch erkannt und die Ware mit gleichbleibendem Stretch der Folie umwickelt.
-
Automation mit Stapelzelle für ZF Saarbrücken
Automation, bestehend aus 7 NC-Achsen, Steuerung „Sinumerik One“ mit NCU1740, Handbediengerät HT10, Bedienoberfläche HMI Pro.
Besonderheit: „Sinumerik One“ mit TIA V18, Safety Integrated sowie das Kamerasystems Cognex zum Auslesen des DMC-Codes und Weitergabe der werkstückbezogenen Daten
-
Bürstzelle zum Entgraten
Bürstzelle, bestehend aus 3 Spindelantrieben, 2 Vorschubantrieben, Steuerung 840Dsl, Handbediengerät HT8 von Siemens, Bedienoberfläche HMI Pro.
Programmierung: Drehrichtungen, Geschwindigkeiten der Bürsten, Vorgabe der Bürstdauer über Parametereingabe durch Bediener, Parameter werden werkstückbezogen in der SPS gespeichert.
-
Automation mit zwei Stapelzellen
Automation, bestehend aus 13 NC-Achsen, KUKA-Roboter, Steuerung 840Dsl, Handbediengerät HT8 und TCU von Siemens, Bedienoberfläche HMI Pro.
Besonderheit: die Programmierung des Kamerasystems Cognex, mit dem die Lagepositionen in Paletten erfasst werden können.
-
Automation mit Stapelzelle für Produktionslinie (Fräsen)
Automation, bestehend aus 8 NC-Achsen, Stapelzelle, Steuerung 840Dsl, Handbediengerät HT8 und TCU von Siemens, Bedienoberfläche HMI Pro.
Besonderheiten: Trumph-Laser zum Beschriften der Werkstücke, Kamera (Keyence) zum Erfassen des DMC-Codes , Moby-Chip zum Beschriften der Werkstückpaletten, BDE-Anbindung.

-
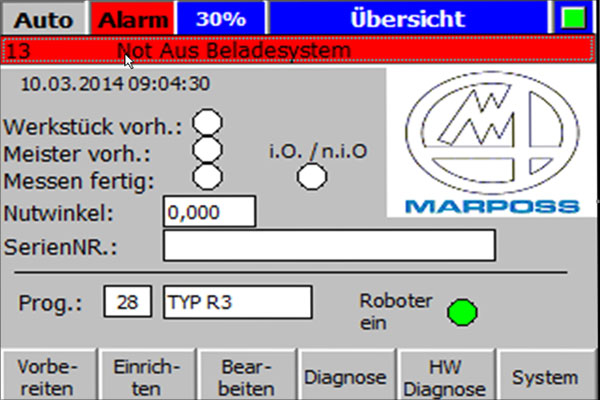
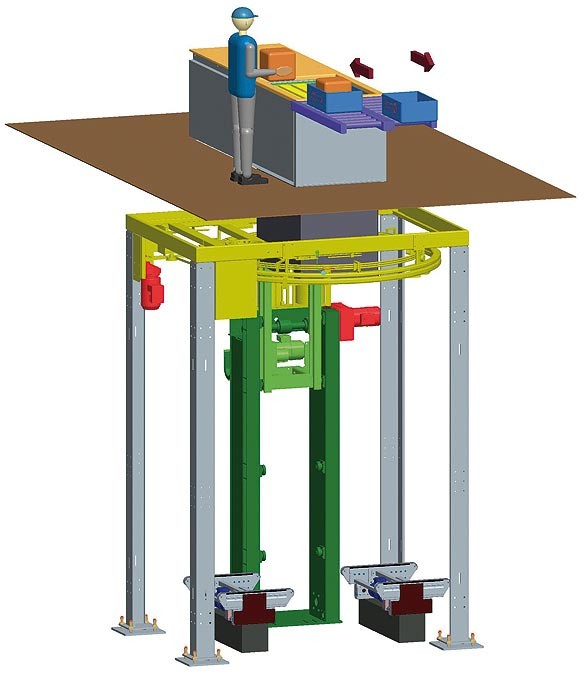
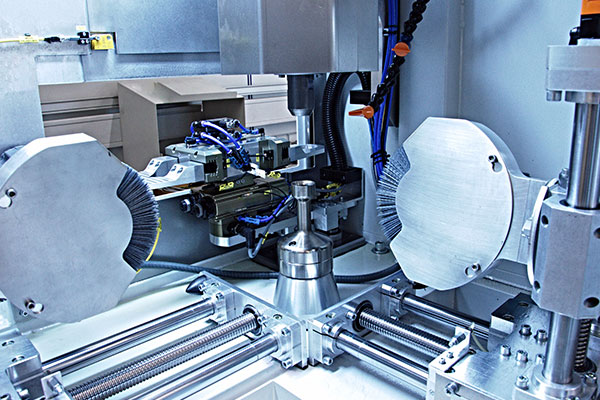
Programmierung MARPOSS-Messmaschine
Steuerung: Simatic S7-300, 1 NC-Achse gesteuert über CU310, Bedienoberfläche HMI Pro Light mit OP177.
Programmierung der Marposs Messmaschine mit Messwertübergabe an Roboter für die Bearbeitung in der nächsten Station.